












Food & pharmaceutical machinery
Food & pharmaceutical machinery refers to specialized equipment used in the production, processing, packaging, and quality control of food and pharmaceutical products. These machines ensure efficiency, consistency, and adherence to safety standards in the production of consumables and medicines.

- Worldwide shipping on all orders
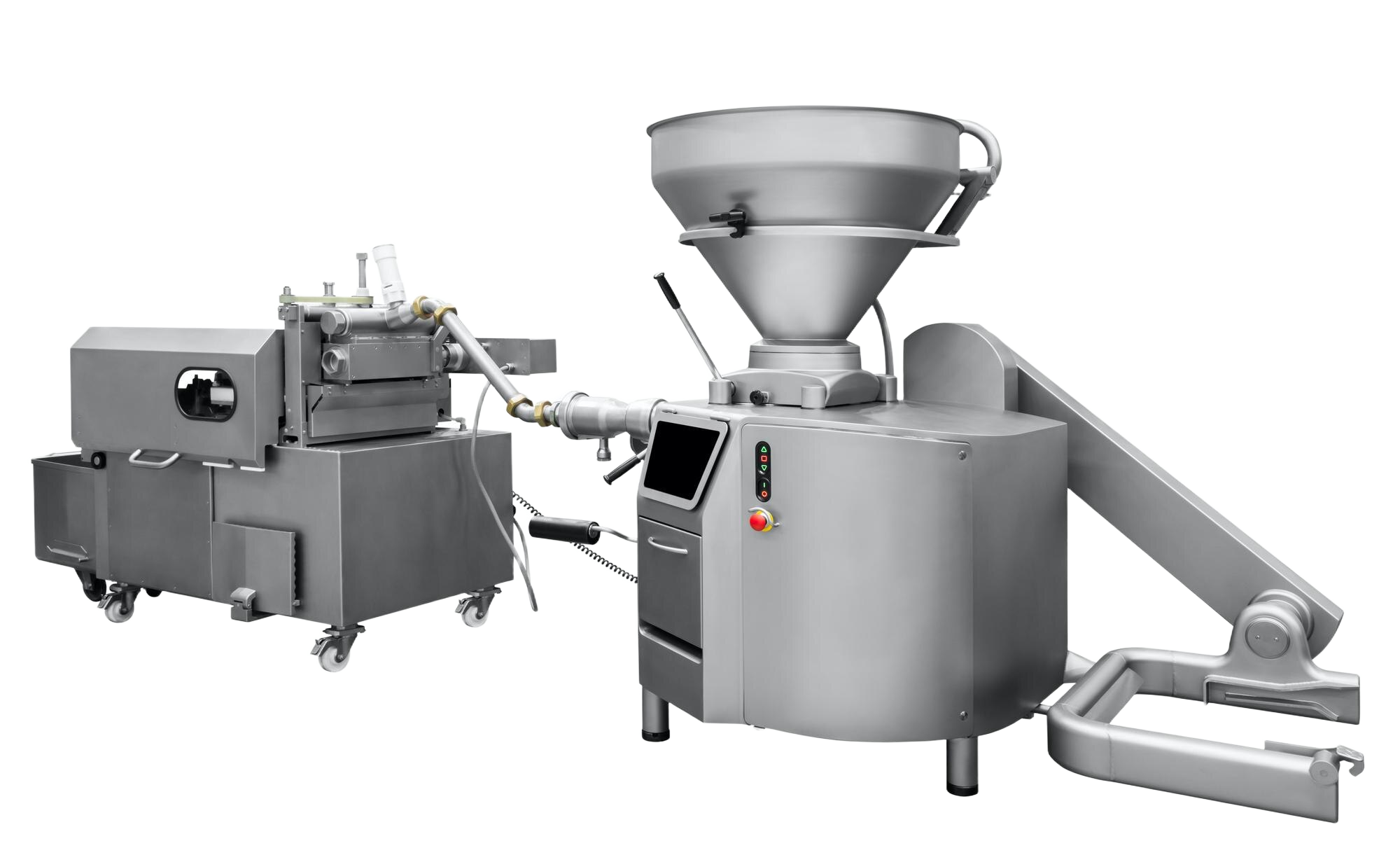
Streamline Production with Advanced Food & Pharmaceutical Processing Equipment
The advanced food and pharmaceutical processing equipment is engineered to optimize production, ensure product safety, and maintain quality standards across industries. From ingredient mixing to final packaging, this equipment delivers consistent performance while meeting regulatory compliance.
Key Features and Specifications
Mixers & Blenders: Guarantee uniform mixing for food and pharmaceutical formulations.
Filling & Capping Machines: Automate container filling and sealing for efficiency.
Packaging Machines: Provide accurate labeling and secure sealing for products.
Tablet & Capsule Machines: Deliver precise dosage and consistent pharmaceutical output.
Dryers & Dehydrators: Extend product shelf life by removing excess moisture.
Filtration & Separation Systems: Eliminate impurities from liquids and powders.
Blanchers & Cookers: Preserve texture and safety in food processing.
Coating & Enrobing Machines: Apply coatings to food products or tablets.
Quality Control Systems: Detect defects with metal detectors, X-ray, and checkweighers.
Sterilizing & Pasteurizing Equipment: Ensure safety by eliminating harmful microorganisms.
Benefits for Customers
Increases production efficiency with automation.
Ensures product safety and regulatory compliance.
Reduces costs with durable, low-maintenance machines.
Enhances product consistency and quality control.
Supports scalable solutions for small businesses and large manufacturers.
Practical Applications
Food Industry: Mixing, cooking, packaging, and preservation.
Pharmaceutical Manufacturing: Tablet pressing, capsule filling, and sterilization.
Nutraceuticals: Consistent dosing and high-quality packaging.
Beverage Processing: Filtration, pasteurization, and bottling.
Quality Assurance Labs: Inspection and compliance verification.
Why Choose Advanced Food & Pharmaceutical Processing Equipment?
Unlike standard machinery, the food and pharmaceutical processing equipment offers end-to-end production solutions with safety, durability, and efficiency at the forefront. Its versatility across food and pharma industries makes it a valuable investment for businesses seeking to scale operations while maintaining compliance with global standards.
Invest in efficiency, reliability, and regulatory confidence with this comprehensive processing equipment.
Related Products



Recently Viewed Products







Reviews
There are no reviews yet.